




企业公众号


手 机:173-5232-8053
电 话:0515-88358012
邮 箱:sales@hkvlink.com
网 址:www.hkvlink.com
地 址:江苏省盐城市盐南高新区新园路100号
机器视觉就是机器的视觉,换句话说:就是将视觉感知赋予机器,使机器具有和生物视觉系统类似的场景感知能力。视觉是我们强大的感知方式,我们可以在不实际接触的情况下,机器视觉检测通过视觉感知的方式获取周围环境的很多信息。在计算机出现后,机器视觉检测人们开始尝试将视觉感知能力赋予机器。由于生物视觉系统非常复杂,我们不能使机器系统具有这种强大的视觉感知能力。在这一阶段,我们仍然致力于在可控环境中构建一个机器视觉系统来处理特定的任务。由于工业视觉环境可控,处理任务具体,大部分机器视觉都应用于工业。
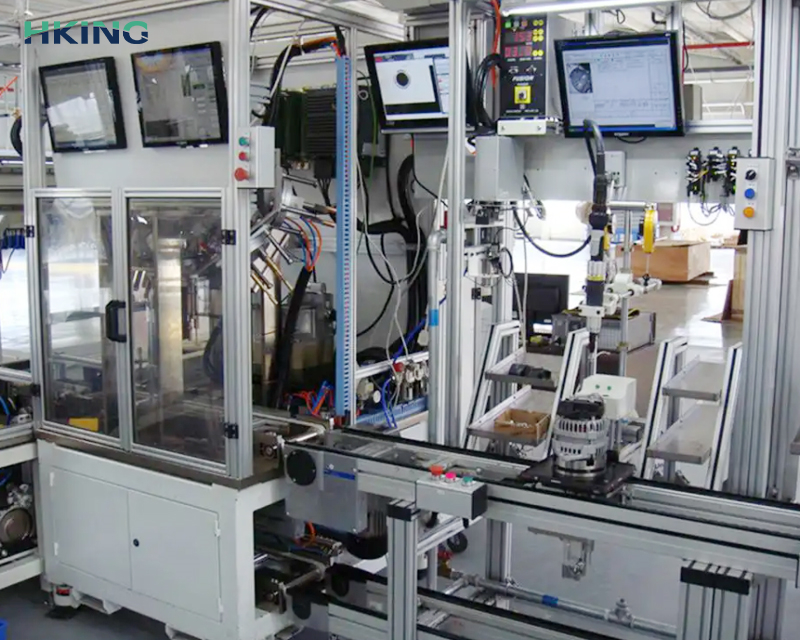
二、智能化产线的特点如下:1.机器视觉检测在生产和组装过程中,可以使用传感器或传感器RFID数据自动采集,实时生产状态通过电子看板显示;2.机器视觉检测可以通过机器视觉和各种传感器进行质量检测,自动清除不合格产品,并收集质量数据SPC分析,找出质量问题的原因;3.能够支持各种类似产品的混合生产和组装,灵活调整工艺,适应小批量生产,.多品种生产模式;4.具有柔性,如果生产线上有设备出现故障,能够调整到其他设备生产;5.针对人工操作的工位,能够给予智能的提示。

1、从生产效率的角度来看,由于长时间工作后操作者容易感到疲劳,因此人工视觉的质量低下,准确性不高,机器视觉可以大大提高生产效率和自动化程度。2.机器视觉检测从成本控制的角度来看,培训一名合格的经营者需要企业管理者花费大量的人力和物力,而简单的培训远远不够。提高操作人员的实际水平需要很多时间。机器视觉检测只要机器视觉系统设计、调试和运行得当,就可以长期连续使用,保证生产效果。3.在焊接、火药制造等特殊工业环境中,人工视觉可能对操作人员的人身安全构成威胁,机器视觉可以在一定程度上有效避免这些风险。

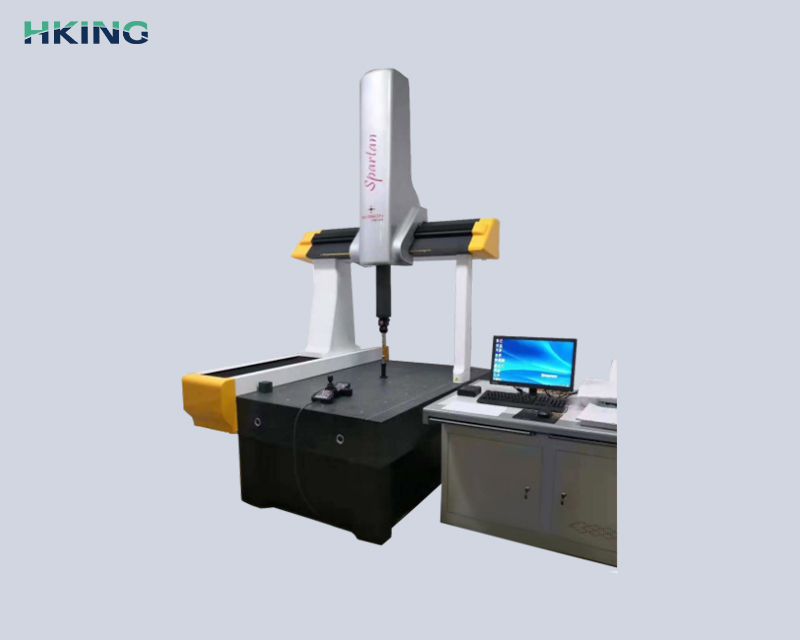
机器视觉系统通过光学系统将被摄对象转换为图像信号,机器视觉检测然后将图像信号传输到图像采集卡,并根据像素分布、亮度、颜色等信息转换为数字信号。图像处理单元可以有效地计算这些数字信号,并获得拍摄目标的特征值,从而指导设备根据判断结果执行相应的操作。机器视觉是用机器代替人眼来测量和判断。本质上,机器视觉是图像分析技术在工厂自动化中的应用。这些决策是通过使用光学系统、工业数码相机和图像处理工具来实现的,机器视觉检测通过指挥特定的设备来模拟人类的视觉功能并做出相应的决策。
在现代自动化生产过程中,机器视觉逐渐取代了人工视觉,机器视觉检测特别是在工况检测、成品检验、质量控制等领域。随着工业4.随着0时代的到来,这一趋势不可逆转。机器视觉系统由不同的功能模块组成,因此机器视觉检测设计出一个成功的机器视觉系统对工程师的要求是很高的。机器视觉一般涵盖以下专业领域:1、电气工程:机器视觉系统中的硬件和软件设计。2、工程数学:图像处理技术的基础。3、物理:照明系统设计的基础。4、机械工程:机器视觉系统的应用。良好的机器视觉系统能更好地为制造业提供更多的技术支持,从而提高产品质量和生产效率。

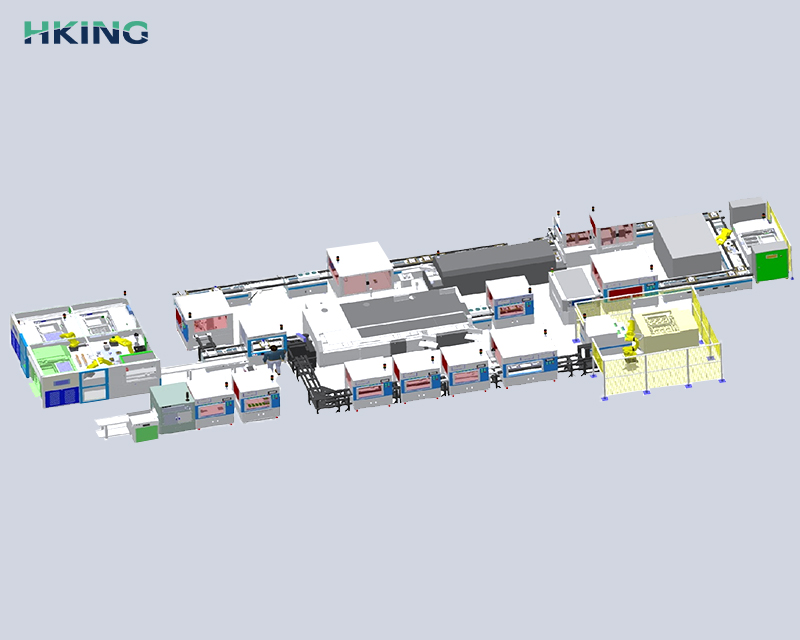
在我国智能产线行业成为了驱动我国制造行业的主要动力之一。随着一系列政策的出台和就业压力的加大,我国智能制造业的发展速度保持在较快的水平。机器视觉检测越来越多的制造商开始尝试智能生产部署,那么如何实现智能制造和智能生产呢?智能制造的大的优势是利用光学系统将生产线状态传输到计算机系统,使用计算机进行产品定位、检测,机器视觉检测并操作机器准确执行生产步骤的下一个过程。1.智能生产线设备的智能化和互联化必须从设备终端实现制造的智能化要求。通过将智能终端设备引入车间生产现场,利用物联网技术连接各终端设备,实现各设备之间的智能感知和互连,为智能产线得以实现奠定物理基础。
企业公众号