




企业公众号


手 机:173-5232-8053
电 话:0515-88358012
邮 箱:sales@hkvlink.com
网 址:www.hkvlink.com
地 址:江苏省盐城市盐南高新区新园路100号

1、电池产品检测:电池类产品异物、划痕、压痕、极耳不良、污染、腐蚀、凹点、极耳烧伤、喷码不良、字符模糊等外观缺陷检测;2、PCB电路板检测:PCB电路板产品外形、尺寸、管脚和贴片检测,以及焊点、方向错误等完整性检测;3、精密量仪检测精密部件检测:测量螺钉、轴承、齿轮等精密部件的长度、宽度、高度、直径、划痕、缺陷等表面缺陷;4、电子元件检测:电容、电阻等尺寸测量,PIN针偏移、变形、短缺等缺陷,印刷字符检测等;5、食品包装检验:食品包装外观完整性检验。条形码识别。密封检测;饮料分拣和颜色选择。液体检测,生产日期。精密量仪检测保质期字符识别;灌装线上的空瓶损坏。
三是关键技术和核心部件受制于人。传感器、智能仪器仪表、数控系统、工业应用软件等市场份额不到5%,大型工程机械所需30Mpa以上液压件全部进口,大型转载机进口部件占整机价值量的50%-60%。四是软件产品缺乏。中国制造业“两化”融合度相对较低,低端CAD软件和企业管理软件已经非常流行,但在各种复杂产品设计和企业管理中缺乏智能软件产品,精密量仪检测在计算机辅助设计、资源规划软件、电子商务等关键技术领域与发达国家仍存在很大差距。五是企业系统集成能力较为薄弱,缺乏像西门子、GE一样的大型企业精密量仪检测质量和水平不高。
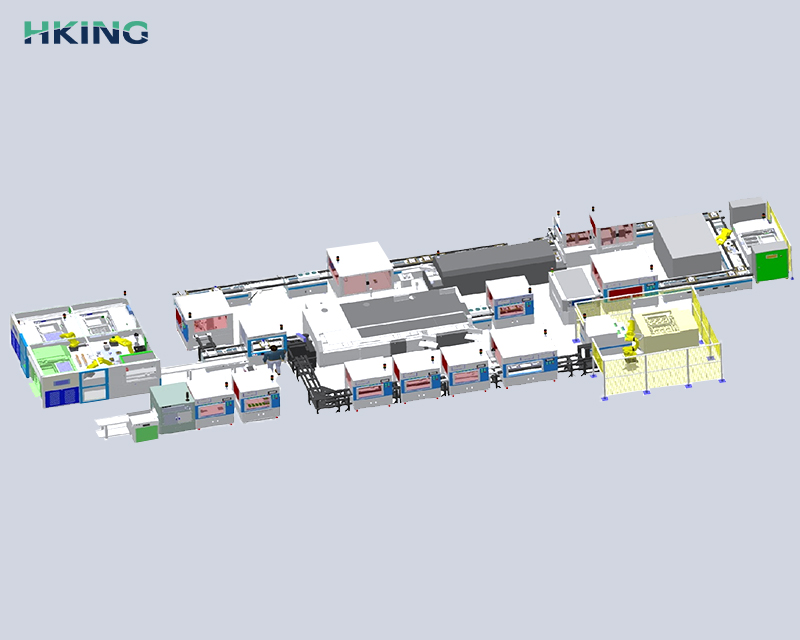
在我国智能产线行业成为了驱动我国制造行业的主要动力之一。随着一系列政策的出台和就业压力的加大,我国智能制造业的发展速度保持在较快的水平。精密量仪检测越来越多的制造商开始尝试智能生产部署,那么如何实现智能制造和智能生产呢?智能制造的大的优势是利用光学系统将生产线状态传输到计算机系统,使用计算机进行产品定位、检测,精密量仪检测并操作机器准确执行生产步骤的下一个过程。1.智能生产线设备的智能化和互联化必须从设备终端实现制造的智能化要求。通过将智能终端设备引入车间生产现场,利用物联网技术连接各终端设备,实现各设备之间的智能感知和互连,为智能产线得以实现奠定物理基础。

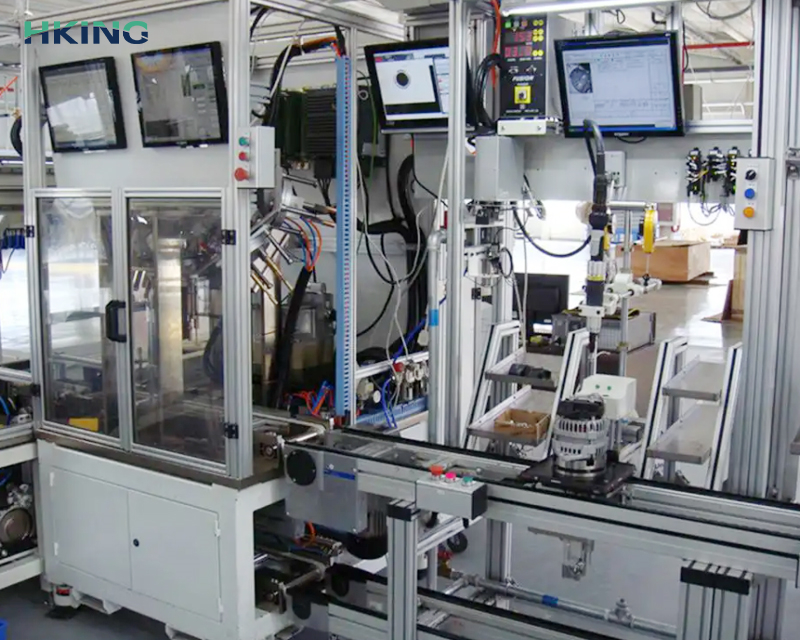
机器视觉就是机器的视觉,换句话说:就是将视觉感知赋予机器,使机器具有和生物视觉系统类似的场景感知能力。视觉是我们强大的感知方式,我们可以在不实际接触的情况下,精密量仪检测通过视觉感知的方式获取周围环境的很多信息。在计算机出现后,精密量仪检测人们开始尝试将视觉感知能力赋予机器。由于生物视觉系统非常复杂,我们不能使机器系统具有这种强大的视觉感知能力。在这一阶段,我们仍然致力于在可控环境中构建一个机器视觉系统来处理特定的任务。由于工业视觉环境可控,处理任务具体,大部分机器视觉都应用于工业。

视觉定位要求机器视觉系统能够快速准确地找到被测零件并确认其位置。在半导体包装领域,设备需要根据机器视觉获取的芯片位置信息调整拾取头,准确拾取芯片并绑定,这是机器视觉工业领域视觉定位基本的应用。事实上,物体分拣应用是基于识别和检测后的一个环节,精密量仪检测通过机器视觉系统处理图像,实现分拣。在机器视觉工业应用中常用于食品分拣、零件外貌瑕疵自动分拣、棉花纤维分拣等。机器视觉上游有光源、镜头、工业相机、图像采集卡、图像处理软件等硬件和软件供应商,中游有集成和机器设备供应商,下游应用广泛,精密量仪检测主要下游市场包括电子制造业、汽车、印刷包装、烟草、农业、医药、纺织运输等领域。
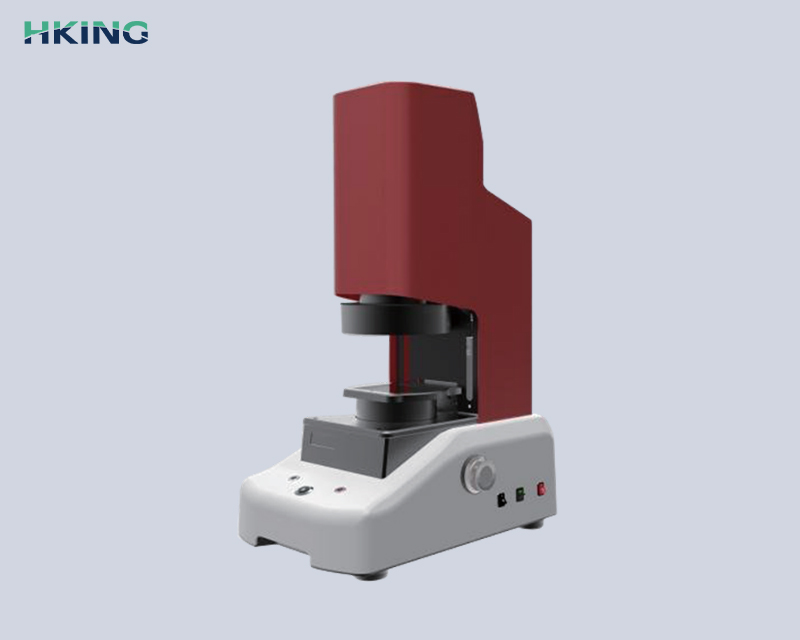
精密量仪的工作行程必须根据工厂要测量的产品的尺寸来确定仪器的工作行程尺寸。精密量仪检测如果仪器的工作行程与测量的产品尺寸相比太小,则无法测量工件。如果太大,则为浪费(仪器的工作行程与销售价格直接相关);精密仪表的精度标准是指工厂所需测量的产品的精度(每个仪器制造商的工厂标准和装配标准,甚至仪器的精度会不同)。如果工厂产品的测量精度要求不高,可以选择一般厂家的仪器。如果测量产品的精度要求较高,精密量仪检测则需要购买仪器精度高的厂家生产的相关仪器;
企业公众号