




企业公众号


手 机:173-5232-8053
电 话:0515-88358012
邮 箱:sales@hkvlink.com
网 址:www.hkvlink.com
地 址:江苏省盐城市盐南高新区新园路100号
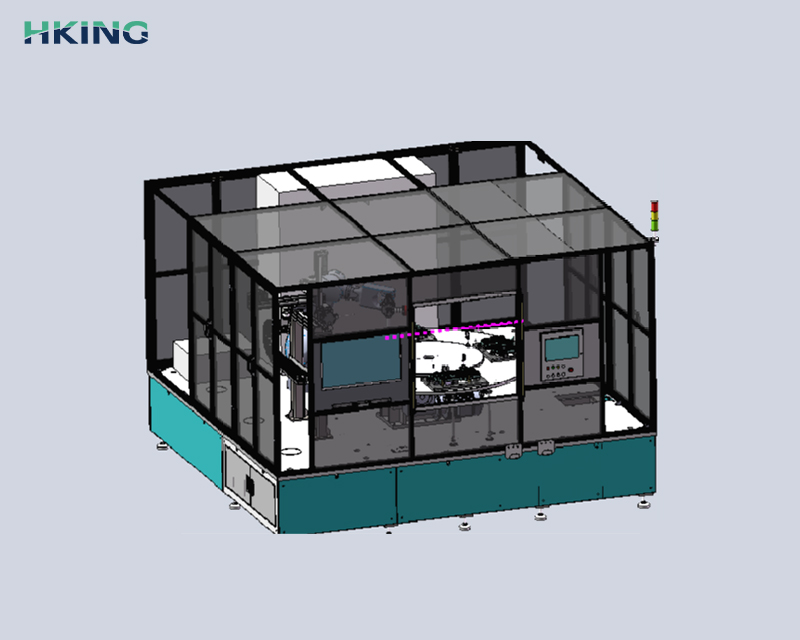
二、智能化产线的特点如下:1.机器视觉系统在生产和组装过程中,可以使用传感器或传感器RFID数据自动采集,实时生产状态通过电子看板显示;2.机器视觉系统可以通过机器视觉和各种传感器进行质量检测,自动清除不合格产品,并收集质量数据SPC分析,找出质量问题的原因;3.能够支持各种类似产品的混合生产和组装,灵活调整工艺,适应小批量生产,.多品种生产模式;4.具有柔性,如果生产线上有设备出现故障,能够调整到其他设备生产;5.针对人工操作的工位,能够给予智能的提示。
2、镜头,镜头是机器视觉系统系统的重要组成部分。镜头的主要参数是焦距,景深,分辨率,工作距离和视场。景深是指镜头获取图像时主体与焦点前后的距离范围。视场表示相机可以观察到的范围,通常从角度表示。一般来说,视野越大,观察范围越大。机器视觉系统工作距离是指镜头与被摄物体之间的距离。工作距离越长,成本越高。3、工业相机,在机器视觉系统中,工业相机必不可少。它们就像人的眼睛,用来捕捉图像。工业相机根据感光器的不同可分为:CCD相机和CMOS相机。CCD相机成本高,但成像质量、成像透明度和色彩丰富度相对较高CMOS相机要好得多。CCD根据它使用的相机CCD感光元件可分为线阵式和面阵式。机器视觉系统线阵式CCD相机采用“线”的形式,并且图像信息只能以行为为单位进行处理,分辨率高、速度快。配套机器视觉系统主要用于工业、科研等领域。整个图像的信息可以一次获得,价格相对便宜。

中国制造业经历了机械化、自动化、数字化等发展阶段,建立了完整的制造体系和制造基础设施,在全球产业链中发挥着重要作用。这使中国具可能实现智能装备制造,推动全球产业链改革。一是取得了一大批相关的基础研究成果,机器视觉系统掌握了长期制约我国产业发展的部分智能装备制造技术,如机器人技术、感知技术、复杂制造系统、智能信息处理技术等。初步形成了以新型传感器、智能控制系统、工业机器人、自动化生产线为代表的智能设备制造产业体系。二是我国制造业数字化具备一定的基础。目前指定规模以上的工业企业在研发设计中应用数字工具的渗透率已达54%,机器视觉系统生产线上数控设备的比例已达30%。

当生产线上加工的零件很小,节拍只有几秒钟或几十秒时,零件应分批运输。此时,生产两批相同产品之间的时间间隔称为节奏,等于节和运输批量的乘积.如果智能生产线批量运输,虽然可以简化运输工作,但智能生产线的产品占用将增加.2.组织过程同时进行2.组织过程同时确定智能生产线的节拍后,应根据节拍调整过程,机器视觉系统使每个过程的时间等于智能生产线的节拍或成整数倍。这项工作被称为过程同时化。工艺同步化是组织智能生产线的必要条件,机器视觉系统也是提高设备负荷和劳动生产率,缩短生产周期的重要途径。

一个产品的生产过程可能包括产品需求确定、产品设计、产品规划、产品工程、生产、销售服务等等多个价值链环节,每个环节可能有不同的企业完成。机器视觉系统所谓的价值链集成就是要把这种在一个企业之中或者多个企业之间的产品从需求分析开始直到销售服务全价值链集成起来,确保个性化的产品能够实现。价值链集成的意义在于,他可以确保即使是生产的个性化产品,也能够在整个价值链上被准确的生产出来。同时,价值链集成把横向集成和纵向集成连接在一起,实现了端到端的价值,从而满足了客户的需求。可以说,机器视觉系统价值链集成是实现客户价值的途径,横向集成和纵向集成是实现这一价值的保证。他们共同组成了智能制造体系。

然而,与发达国家相比我国还有较大差距,机器视觉系统体现在以下几个方面:一是智能设备制造基础理论和技术体系建设滞后。目前,我国主要关注智能设备制造技术跟踪和技术引进,基础研究能力相对不足,引进机器视觉系统技术消化吸收不足,缺乏原创创新;控制系统、系统软件等关键技术环节薄弱,技术系统不完整。二是我国智能设备制造的数字化发展基础相对薄弱,制造业的整体发展仍处于机械自动化向数字化自动化的过渡阶段。如果德国工业4.0作为参照系,比较一致的观点是,中国总体上还是2.0时代,一些企业正在向3.0时代迈进。
企业公众号