




企业公众号


手 机:173-5232-8053
电 话:0515-88358012
邮 箱:sales@hkvlink.com
网 址:www.hkvlink.com
地 址:江苏省盐城市盐南高新区新园路100号
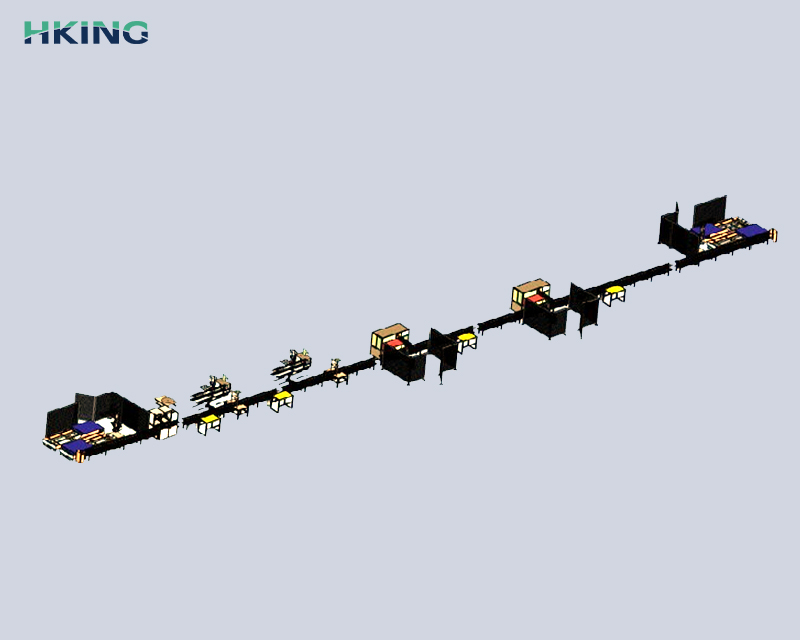
在我国智能产线行业成为了驱动我国制造行业的主要动力之一。随着一系列政策的出台和就业压力的加大,我国智能制造业的发展速度保持在较快的水平。机器视觉检测越来越多的制造商开始尝试智能生产部署,那么如何实现智能制造和智能生产呢?智能制造的大的优势是利用光学系统将生产线状态传输到计算机系统,使用计算机进行产品定位、检测,机器视觉检测并操作机器准确执行生产步骤的下一个过程。1.智能生产线设备的智能化和互联化必须从设备终端实现制造的智能化要求。通过将智能终端设备引入车间生产现场,利用物联网技术连接各终端设备,实现各设备之间的智能感知和互连,为智能产线得以实现奠定物理基础。

1、从生产效率的角度来看,由于长时间工作后操作者容易感到疲劳,因此人工视觉的质量低下,准确性不高,机器视觉可以大大提高生产效率和自动化程度。2.机器视觉检测从成本控制的角度来看,培训一名合格的经营者需要企业管理者花费大量的人力和物力,而简单的培训远远不够。提高操作人员的实际水平需要很多时间。机器视觉检测只要机器视觉系统设计、调试和运行得当,就可以长期连续使用,保证生产效果。3.在焊接、火药制造等特殊工业环境中,人工视觉可能对操作人员的人身安全构成威胁,机器视觉可以在一定程度上有效避免这些风险。
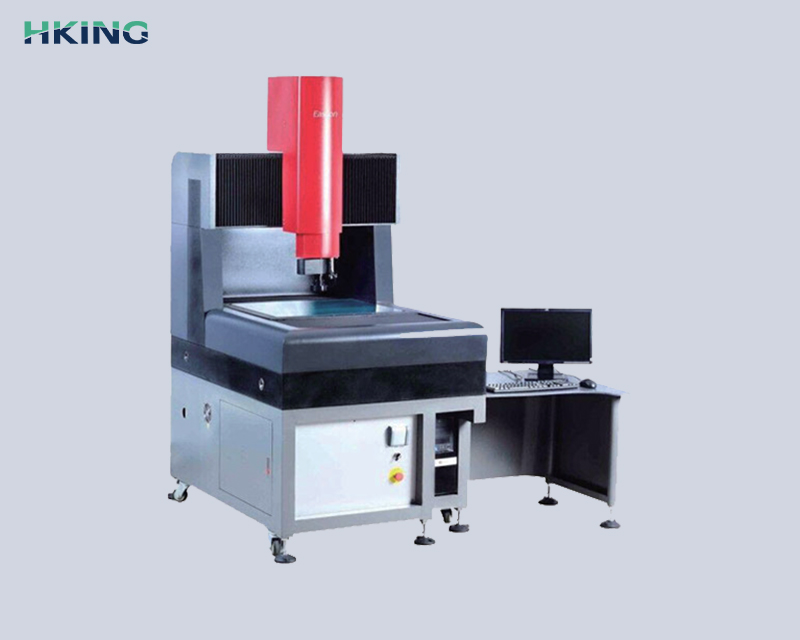
1、电池产品检测:电池类产品异物、划痕、压痕、极耳不良、污染、腐蚀、凹点、极耳烧伤、喷码不良、字符模糊等外观缺陷检测;2、PCB电路板检测:PCB电路板产品外形、尺寸、管脚和贴片检测,以及焊点、方向错误等完整性检测;3、机器视觉检测精密部件检测:测量螺钉、轴承、齿轮等精密部件的长度、宽度、高度、直径、划痕、缺陷等表面缺陷;4、电子元件检测:电容、电阻等尺寸测量,PIN针偏移、变形、短缺等缺陷,印刷字符检测等;5、食品包装检验:食品包装外观完整性检验。条形码识别。密封检测;饮料分拣和颜色选择。液体检测,生产日期。机器视觉检测保质期字符识别;灌装线上的空瓶损坏。

集成的网络制造系统可以看作是一个巨大的智能机器系统,模块可以看作是他的程序单元,改变拓扑结构的过程是重新编程的过程,机器视觉检测但所有这些活动都是自动完成的。根据不同产品的说明,网络制造系统可以根据需要组织生产。纵向集成具有三种特点:确保不同层次的设备和传感器的信号传输到MES、ERP层面,提供对横向集成以及端到端集成的数据支持;机器视觉检测为了满足智能制造的可变性,开发模块化和可重用性是很重要的;对智能系统进行功能性描述。纵向系统其实也就是智能工厂系统。

当生产线上加工的零件很小,节拍只有几秒钟或几十秒时,零件应分批运输。此时,生产两批相同产品之间的时间间隔称为节奏,等于节和运输批量的乘积.如果智能生产线批量运输,虽然可以简化运输工作,但智能生产线的产品占用将增加.2.组织过程同时进行2.组织过程同时确定智能生产线的节拍后,应根据节拍调整过程,机器视觉检测使每个过程的时间等于智能生产线的节拍或成整数倍。这项工作被称为过程同时化。工艺同步化是组织智能生产线的必要条件,机器视觉检测也是提高设备负荷和劳动生产率,缩短生产周期的重要途径。

社会进步永远离不开以人为本。在满足了人们的基本需求之后,工业生产必须朝着越来越精细化、智能化的方向发展。智能视觉就是这个时代的产物。机器视觉检测工业3.革命后,自动化时代已经进入,实现了“时代无人(少人)”。在工业4.0时代,随着机器视觉的应用,少数工厂已将实现了“无人时代”。工业4.0时代的技术特征——视觉和图像技术是核心(从“智眼”到“智人”)。机器视觉技术是20世纪人类伟大的技术之一。机器视觉检测80%的人通过眼睛感知外部信息,图像包含较多的信息。视觉图像技术在信息时代注定要成为三脚架,尤其是在工业信息时代。
企业公众号