




企业公众号


手 机:173-5232-8053
电 话:0515-88358012
邮 箱:sales@hkvlink.com
网 址:www.hkvlink.com
地 址:江苏省盐城市盐南高新区新园路100号
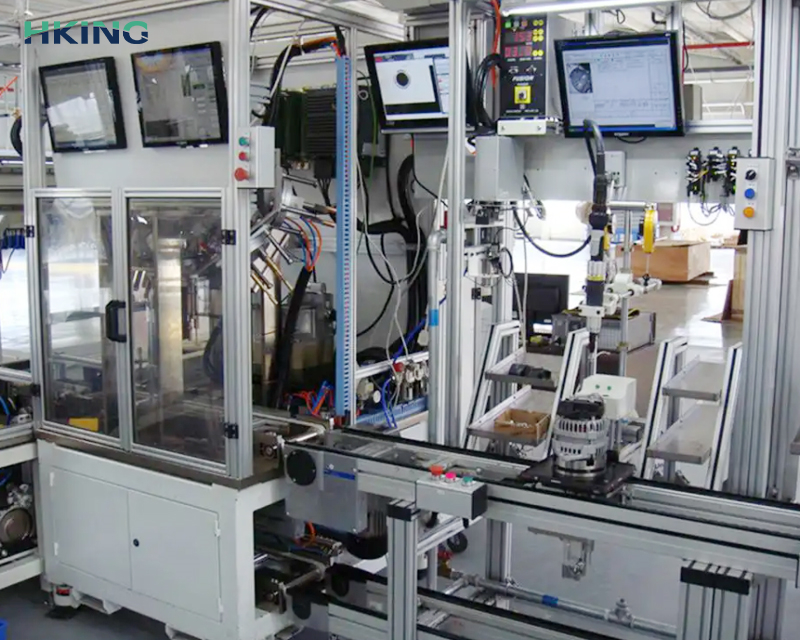
二、智能化产线的特点如下:1.机器视觉检测在生产和组装过程中,可以使用传感器或传感器RFID数据自动采集,实时生产状态通过电子看板显示;2.机器视觉检测可以通过机器视觉和各种传感器进行质量检测,自动清除不合格产品,并收集质量数据SPC分析,找出质量问题的原因;3.能够支持各种类似产品的混合生产和组装,灵活调整工艺,适应小批量生产,.多品种生产模式;4.具有柔性,如果生产线上有设备出现故障,能够调整到其他设备生产;5.针对人工操作的工位,能够给予智能的提示。

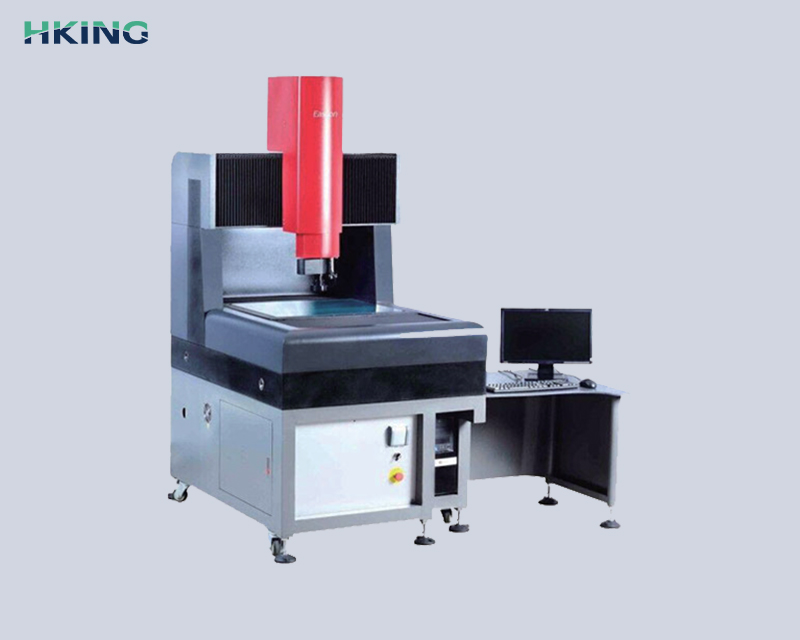
4、测量系统的精度至少依赖于硬件设备。整个系统的光学校准模块采用超高精度半导体工艺产品,提高了校准精度。5、机器视觉测量系统设置简单,使用方便,机器视觉检测在三维扫描仪的整体开发过程中,坚持“软件能处理的,决不让用户处理的理念,使整个系统的用户设置参数数量降低。扫描软件的运行期会以更加准确的方式动态计算出所需要的参数值,机器视觉检测不仅避免了用户手动参与的不必要设置工作,而且也使整个系统的适应范围更广,自动化程度更高,人为出错的可能性更低。

图像精度计的功能是指仪器的方便性、测量软件的易用性和仪器的稳定性。如果工厂测量的产品数量相对较大,建议选择自动图像测量仪器,以确保测量效率。机器视觉检测精密量仪的性价比,必须从仪器的配置,精度,稳定性,价格,售后服务或是维护的便利性来综合考虑。仪器太便宜,精度差,稳定性差,售后无保证,使用寿命短;进口测量仪器性能稳定,但机器视觉检测仪器升级麻烦,故障维护成本高,周期长,维护配件不易找到。1.仪器应放置在干净干燥的房间(室温20)℃±5℃,湿度低于60%),避免光学零件表面的污渍.生锈的金属零件.灰尘和杂物落入运动导轨,影响仪器性能
完整的机器视觉系统通常由光学系统、图像采集单元、图像处理单元、执行器和人机界面组成。功能模块是相辅相成的,缺一不可。1、照明(光源)照明是影响机器视觉系统输入的重要因素。光源系统的设计与输入数据直接相关,即图像质量和应用效果。工程师需要首先确定有效的照明条件,并根据用户的需要和产品的特点选择相应的照明设备,机器视觉检测以确保在此照明条件下产生的图像能够突出显示用户所需的目标信息特征。光源通常分为可见光源和不可见光源。工业上通常使用的可见光源是LED,卤素灯,荧光灯等。机器视觉检测不可见光源主要是近红外光,紫外光,X射线等。LED光源是一种广泛应用于教学的机器视觉光源,具有效率高、使用寿命长、防潮、抗震、节能环保的特点。这是工程师在设计照明系统时的选择。由于不可见光的穿透只能到达检测点,不可见光源主要用于满足管道焊接工艺等特定需要。

不过,对不需要集成的机器视觉系统的需求肯定很高。机器视觉应用的易用性一直是用户的痛点,也是市场上组件和软件制造商的目标。在20世纪80年代中期,机器视觉检测许多机器视觉组件开始出现,它们不需要低级编程和用户界面,这使得工具更容易配置。智能相机技术在20世纪90年代的爆炸式发展,巩固了机器视觉的易用性。其结果是:许多要求较低的机器视觉应用程序可以使用只需要很少配置甚至不需要配置的组件来解决。机器视觉检测发布或引入了一些新组件,声称机器视觉任务的粗略配置可以消除某些应用。
企业公众号