




企业公众号


手 机:173-5232-8053
电 话:0515-88358012
邮 箱:sales@hkvlink.com
网 址:www.hkvlink.com
地 址:江苏省盐城市盐南高新区新园路100号

机器视觉就是机器的视觉,换句话说:就是将视觉感知赋予机器,使机器具有和生物视觉系统类似的场景感知能力。视觉是我们强大的感知方式,我们可以在不实际接触的情况下,机器视觉检测通过视觉感知的方式获取周围环境的很多信息。在计算机出现后,机器视觉检测人们开始尝试将视觉感知能力赋予机器。由于生物视觉系统非常复杂,我们不能使机器系统具有这种强大的视觉感知能力。在这一阶段,我们仍然致力于在可控环境中构建一个机器视觉系统来处理特定的任务。由于工业视觉环境可控,处理任务具体,大部分机器视觉都应用于工业。

机器视觉是人工智能正在快速发展的一个分支。简单地说,机器视觉就是用机器代替人眼来测量和判断。机器视觉系统通过机器视觉产品(即图像摄入装置、CMOS和CCD)将被摄目标转换为图像信号,并将其传输到特殊的图像处理系统,根据像素分布、亮度、颜色等信息,机器视觉检测将被摄目标的形态信息转换为数字信号;图像系统对这些信号进行各种计算,以提取目标的特征,然后根据歧视结果控制现场设备的动作。机器视觉检测提高生产的灵活性和自动化程度是机器视觉系统基本的特点。在一些不适于人工作业的危险工作环境或者人工视觉难以满足要求的场合,常用机器视觉来替代人工视觉。同时,利用机器视觉检测方法,可以大大提高生产效率和自动化程度,同时也是大量重复性工业生产的过程。
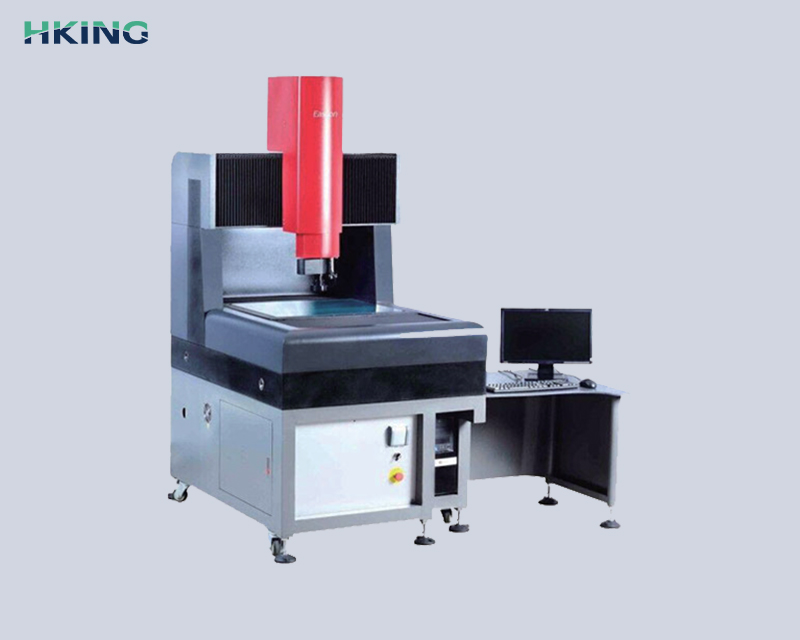
2.按计量器具示值方式分为测量和相对测量3.机器视觉检测按计量器具的测量元件与被测零件表面之间是否有机械接触分为接触测量和非接触测量4.按工件上同时被测量的参数的多少分为单项测量和综合测量5.按测量条件在整个测量过程中是否发生变化分为等精度测量和不等精度测量6.按测量在工艺过程中所起的作用分为主动测量和被动测量。影像精密量仪的5大特性:1.选择彩色CCD监控摄像头。2.变镜头焦距物镜和十字线生产器作为测量识别系统软件。3.机器视觉检测数据测量和数据处理系统由二维平面图操作台、光栅尺和数据信息箱组成。4.仪器设备具有多种数据处理方法.显示信息.键入.输出功能,非常好用。
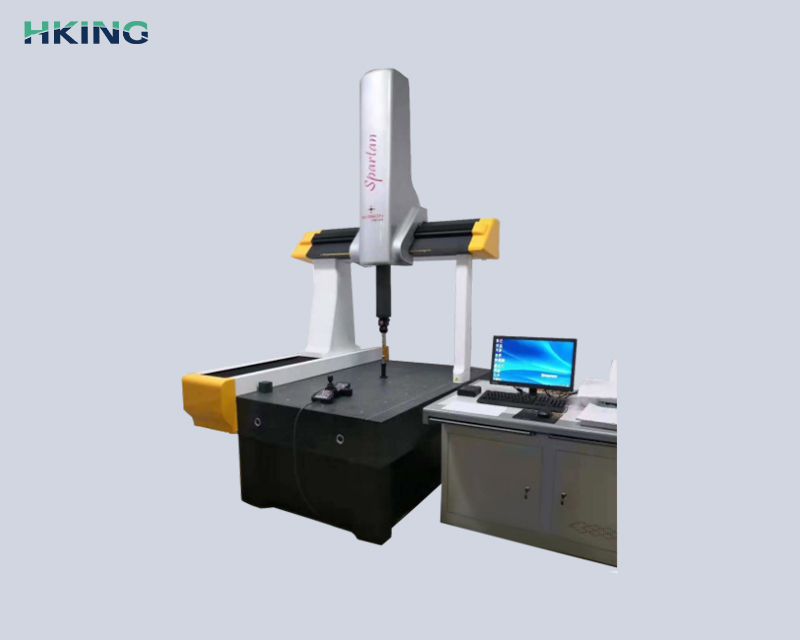
硬件的选型:稳定的图像特征提取是图像分析与图像识别的前提,确保一个稳定的成像传输到图像处理中心才能确保软件处理图像的准确性。机器视觉检测影响成像稳定性的因素有很多,比如周围环境、物体变化、视觉硬件等。视觉测试的硬件选择是一项困难的工作,工程师需要对硬件本身和硬件供应商非常熟悉,并有足够的选择经验。机器视觉检测在实验室运行的机器视觉系统和实际工作场景运行的系统面对的环境是天差地别的。机器视觉检测设备包括光源、镜头、相机、图像采集卡、数据传输、图像处理和测量软件等重要部件。随着各个部件的性能的提升,机器视觉系统的能力也呈指数级增长。
典型的工业机器视觉系统包括:光源、镜头(定焦镜头、双镜头、远心镜头、显微镜头)、相机(包括CCD相机和COMS相机)、图像处理单元(或图像捕获卡)、图像处理软件、监视器、通信/输入输出单元等。四个常见应用领域:检测是机器视觉工业领域的主要应用之一,光学筛选机,机器视觉检测几乎所有产品都需要检测,人工检测问题较多,人工检测准确性低,工作时间长,准确性不能保证,检测速度慢,机器视觉检测容易影响整个生产过程的效率。因此,机器视觉检测设备在图像检测的应用方面也非常的广泛,光学影像筛选机,例如:硬币边沿字符的检测。
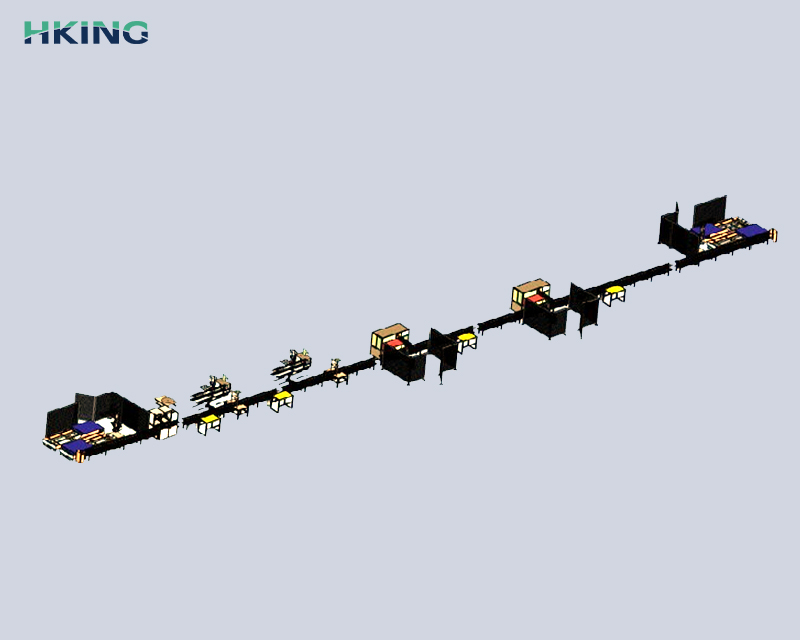
社会进步永远离不开以人为本。在满足了人们的基本需求之后,工业生产必须朝着越来越精细化、智能化的方向发展。智能视觉就是这个时代的产物。机器视觉检测工业3.革命后,自动化时代已经进入,实现了“时代无人(少人)”。在工业4.0时代,随着机器视觉的应用,少数工厂已将实现了“无人时代”。工业4.0时代的技术特征——视觉和图像技术是核心(从“智眼”到“智人”)。机器视觉技术是20世纪人类伟大的技术之一。机器视觉检测80%的人通过眼睛感知外部信息,图像包含较多的信息。视觉图像技术在信息时代注定要成为三脚架,尤其是在工业信息时代。
企业公众号