




企业公众号


手 机:173-5232-8053
电 话:0515-88358012
邮 箱:sales@hkvlink.com
网 址:www.hkvlink.com
地 址:江苏省盐城市盐南高新区新园路100号

三是关键技术和核心部件受制于人。传感器、智能仪器仪表、数控系统、工业应用软件等市场份额不到5%,大型工程机械所需30Mpa以上液压件全部进口,大型转载机进口部件占整机价值量的50%-60%。四是软件产品缺乏。中国制造业“两化”融合度相对较低,低端CAD软件和企业管理软件已经非常流行,但在各种复杂产品设计和企业管理中缺乏智能软件产品,智能产线系统在计算机辅助设计、资源规划软件、电子商务等关键技术领域与发达国家仍存在很大差距。五是企业系统集成能力较为薄弱,缺乏像西门子、GE一样的大型企业智能产线系统质量和水平不高。
在现代自动化生产过程中,机器视觉逐渐取代了人工视觉,智能产线系统特别是在工况检测、成品检验、质量控制等领域。随着工业4.随着0时代的到来,这一趋势不可逆转。机器视觉系统由不同的功能模块组成,因此智能产线系统设计出一个成功的机器视觉系统对工程师的要求是很高的。机器视觉一般涵盖以下专业领域:1、电气工程:机器视觉系统中的硬件和软件设计。2、工程数学:图像处理技术的基础。3、物理:照明系统设计的基础。4、机械工程:机器视觉系统的应用。良好的机器视觉系统能更好地为制造业提供更多的技术支持,从而提高产品质量和生产效率。

尽管如此,机器视觉集成业务已经蓬勃发展。随着机器视觉组件行业创纪录水平的增长,机器视觉集成行业似乎也显著增长。智能产线系统一些集成服务的持续需求,甚至所谓的易于使用的组件,是机器视觉实现的基本性质,需要光学和照明的知识,这对标准工业工程学科中不常见的应用领域具有挑战性。然而,机器视觉集成服务需求的持续增长在很大程度上是由于行业对具挑战性的应用程序的持续和不断扩大的需求,需要使用机器视觉技术。可以说,机器视觉集成已经发展起来,就像整个机器视觉行业一样。智能产线系统在不断扩大的应用基础上提供解决方案,机器视觉集成具有广阔的前景。

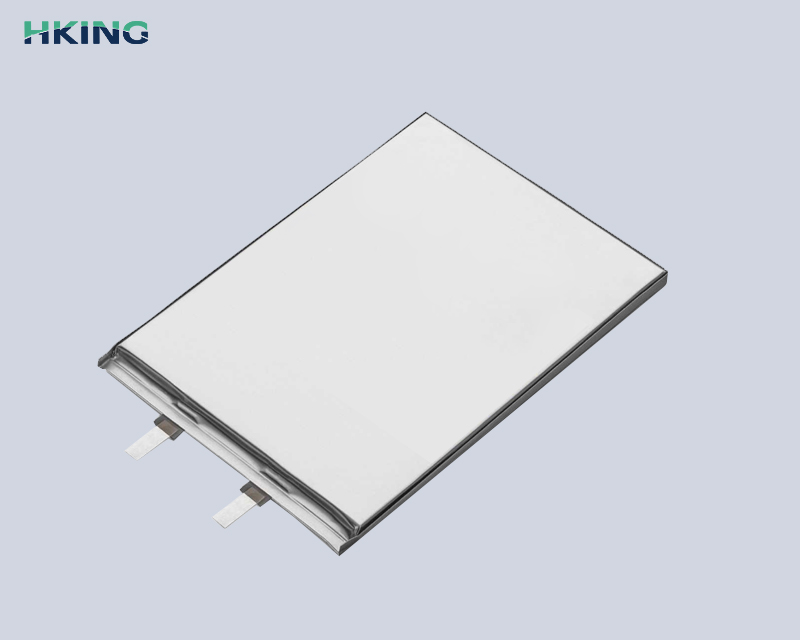
1、电池产品检测:电池类产品异物、划痕、压痕、极耳不良、污染、腐蚀、凹点、极耳烧伤、喷码不良、字符模糊等外观缺陷检测;2、PCB电路板检测:PCB电路板产品外形、尺寸、管脚和贴片检测,以及焊点、方向错误等完整性检测;3、智能产线系统精密部件检测:测量螺钉、轴承、齿轮等精密部件的长度、宽度、高度、直径、划痕、缺陷等表面缺陷;4、电子元件检测:电容、电阻等尺寸测量,PIN针偏移、变形、短缺等缺陷,印刷字符检测等;5、食品包装检验:食品包装外观完整性检验。条形码识别。密封检测;饮料分拣和颜色选择。液体检测,生产日期。智能产线系统保质期字符识别;灌装线上的空瓶损坏。
集成的网络制造系统可以看作是一个巨大的智能机器系统,模块可以看作是他的程序单元,改变拓扑结构的过程是重新编程的过程,智能产线系统但所有这些活动都是自动完成的。根据不同产品的说明,网络制造系统可以根据需要组织生产。纵向集成具有三种特点:确保不同层次的设备和传感器的信号传输到MES、ERP层面,提供对横向集成以及端到端集成的数据支持;智能产线系统为了满足智能制造的可变性,开发模块化和可重用性是很重要的;对智能系统进行功能性描述。纵向系统其实也就是智能工厂系统。

3.在确定了智能生产线所需的工人数量之后,智能产线系统就可以计算出智能生产线所需的工人数量。合理配置工人数量,不会造成人员冗余。智能产线的工序数确定后,就可以计算智能产线上的所需的工人数量.做到合理配备工人数量,不会产生人员冗余.4、选择合理的运输工具4.选择合理的运输工具运输工具一般。传送带的速度和长度根据产品的间隔长度和实际情况计算。智能产线系统运输工具一般指传送带.传送带的速度和长度根据产品的间隔长度和实际情况计算。5.智能产线生产的平面布局
企业公众号