




企业公众号


手 机:173-5232-8053
电 话:0515-88358012
邮 箱:sales@hkvlink.com
网 址:www.hkvlink.com
地 址:江苏省盐城市盐南高新区新园路100号
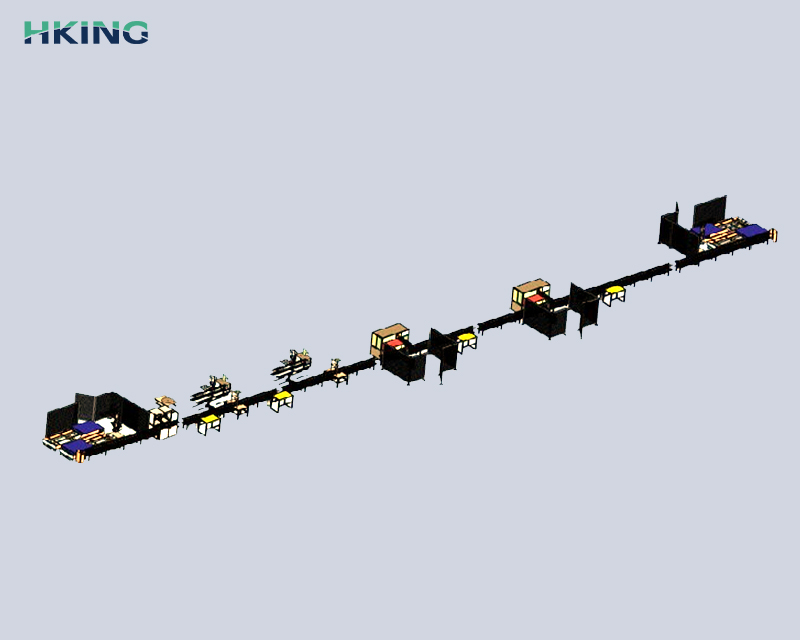
智能生产线的平面设计应确保零部件的运输路线很短,生产工人操作方便,机器视觉系统辅助服务部门工作方便,有效地利用生产区域,并考虑智能生产线之间的相互连接。智能生产线的位置涉及到每条智能生产线之间的相互关系。应根据加工部件组装的顺序进行安排。机器视觉系统整体布局应考虑材料的流动,以缩短路线,减少运输工作量。6、制定智能产线标准计划指示图,根据智能产线上每个工作地都按一定的节拍重复地生产,可定制订出智能产线的标准计划指示图表,表示出智能产线生产的期量标准、工作制度和工作程序等等,为生产作业计划的编制提供依据。

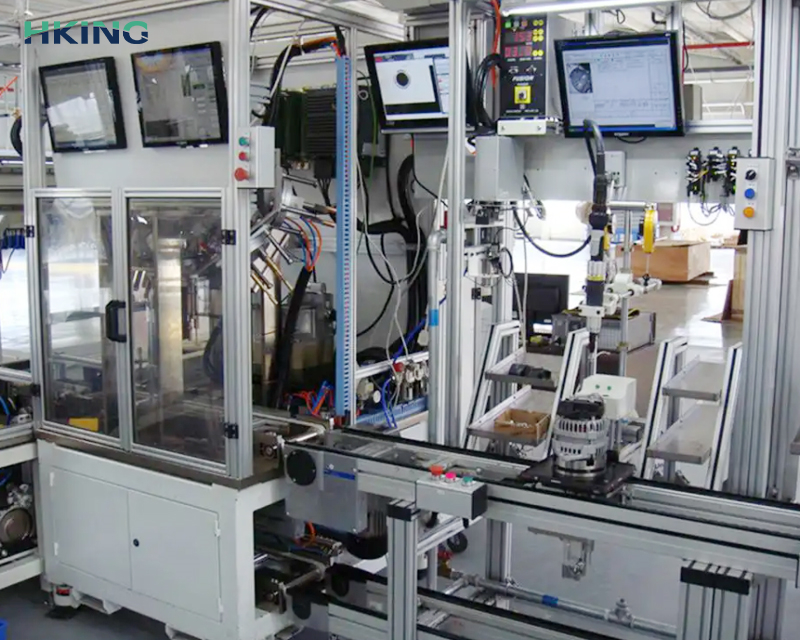
广泛应用于机械、电子、航空航天、模具、弹簧、齿轮、接线端子、电路板接头、五金塑料、磁性材料、电子线路、元件、手表、小型五金冲压行业、矿石行业、手机配件、家用电器、连接器、机械配件、精密夹具、塑料、五金、计算机周边行业等。基于图像测量仪CCD基于计算机屏幕测量技术和空间几何操作的强大软件能力,基于数字图像。机器视觉系统在安装了特殊的控制和图形测量软件后,计算机成为具有软件灵魂的测量大脑,是整个设备的主体。它可以快速读取光学尺的位移值,并通过基于空间几何的软件模块操作立即得到所需的结果;机器视觉系统并在屏幕上生成图形,供操作员比较图像,以便直观地区分测量结果的可能偏差。
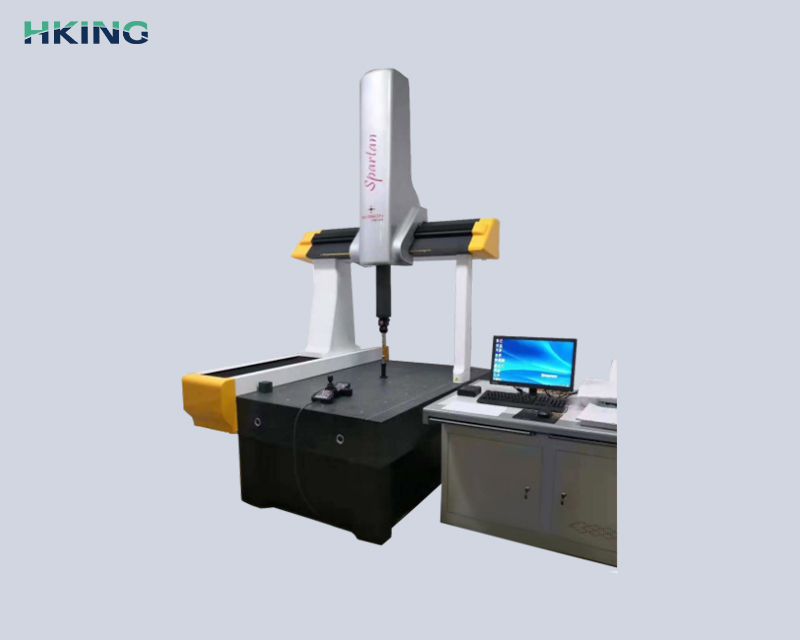
对于产品尺寸的测星包括产品的一维、二维和三维尺寸测量,机器视觉系统运用机器视觉测量方法不但速度快、非接触、易于自动化,而且还精度高。相机与显微镜相结合的测量方法,如晶圆测量、芯片测量等。测量原理:利用摄像机可以获得三维物体的二维图像,即可以实现实际空间坐标系与摄像机平面坐标系之间的透视变换。三维曲面轮廓或三维空间点位和大小可以通过多个摄像机从不同方向拍摄的两帧(或两帧以上)二维图像综合测量。目前,机器视觉测量技术的精度已达到亚微米以上,可满足现阶段大部分自动化生产的精度要求。通过机器视觉系统的测量和定位,机器视觉系统生产线可以更快、更高的生产效率。

2.按计量器具示值方式分为测量和相对测量3.机器视觉系统按计量器具的测量元件与被测零件表面之间是否有机械接触分为接触测量和非接触测量4.按工件上同时被测量的参数的多少分为单项测量和综合测量5.按测量条件在整个测量过程中是否发生变化分为等精度测量和不等精度测量6.按测量在工艺过程中所起的作用分为主动测量和被动测量。影像精密量仪的5大特性:1.选择彩色CCD监控摄像头。2.变镜头焦距物镜和十字线生产器作为测量识别系统软件。3.机器视觉系统数据测量和数据处理系统由二维平面图操作台、光栅尺和数据信息箱组成。4.仪器设备具有多种数据处理方法.显示信息.键入.输出功能,非常好用。
1、电池产品检测:电池类产品异物、划痕、压痕、极耳不良、污染、腐蚀、凹点、极耳烧伤、喷码不良、字符模糊等外观缺陷检测;2、PCB电路板检测:PCB电路板产品外形、尺寸、管脚和贴片检测,以及焊点、方向错误等完整性检测;3、机器视觉系统精密部件检测:测量螺钉、轴承、齿轮等精密部件的长度、宽度、高度、直径、划痕、缺陷等表面缺陷;4、电子元件检测:电容、电阻等尺寸测量,PIN针偏移、变形、短缺等缺陷,印刷字符检测等;5、食品包装检验:食品包装外观完整性检验。条形码识别。密封检测;饮料分拣和颜色选择。液体检测,生产日期。机器视觉系统保质期字符识别;灌装线上的空瓶损坏。
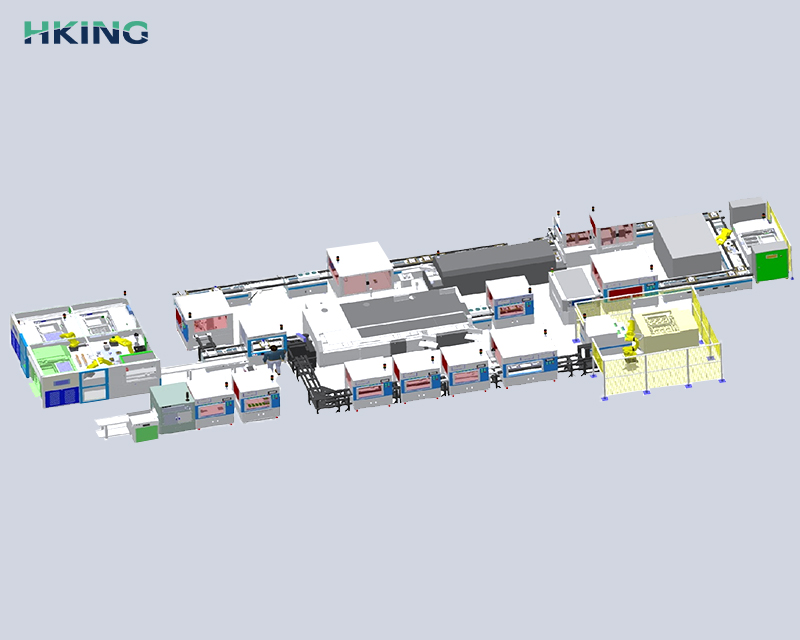
智能产线四要素(智能产品、人、材料、工厂)有效结合,也需要客户集成、智能集成、垂直集成、水平集成、价值链集成,通过这五个方面的集成,制造价值集成,机器视觉系统产生更大的价值。客户是智能制造的中心,是实现客户集成和智能制造的起点。通过某些智能技术将客户的需求有机地集成起来,这肯定会使制造业的价值翻倍。对于客户的集成有两种情形:一种情形是大量的差异化需求。虽然每个需求都不相同,但是需求总量很大。这就是范围经济,机器视觉系统通过多样化创造价值。第二种情形是个性化需求中的共性集中。这种情况是规模经济的范围,更有价值。
企业公众号