




企业公众号


手 机:173-5232-8053
电 话:0515-88358012
邮 箱:sales@hkvlink.com
网 址:www.hkvlink.com
地 址:江苏省盐城市盐南高新区新园路100号

三是关键技术和核心部件受制于人。传感器、智能仪器仪表、数控系统、工业应用软件等市场份额不到5%,大型工程机械所需30Mpa以上液压件全部进口,大型转载机进口部件占整机价值量的50%-60%。四是软件产品缺乏。中国制造业“两化”融合度相对较低,低端CAD软件和企业管理软件已经非常流行,但在各种复杂产品设计和企业管理中缺乏智能软件产品,机器视觉检测在计算机辅助设计、资源规划软件、电子商务等关键技术领域与发达国家仍存在很大差距。五是企业系统集成能力较为薄弱,缺乏像西门子、GE一样的大型企业机器视觉检测质量和水平不高。
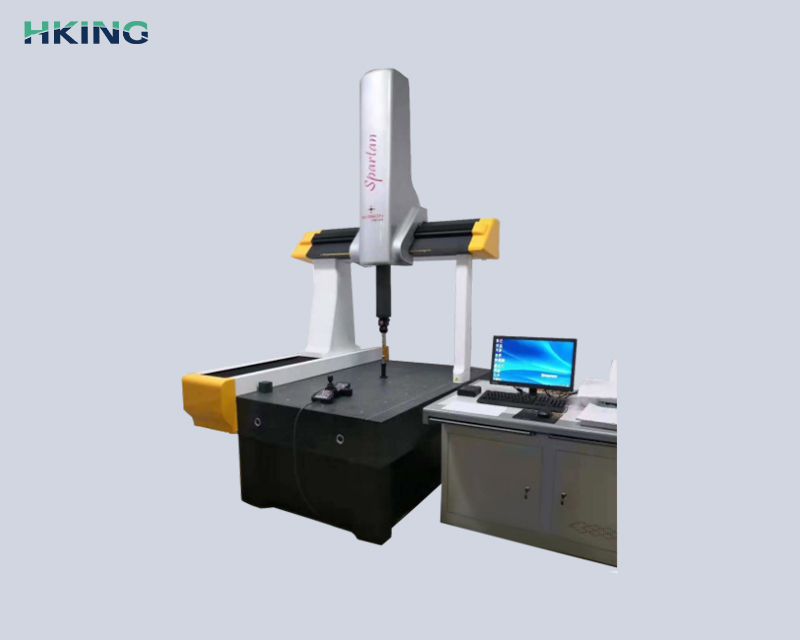
2.按计量器具示值方式分为测量和相对测量3.机器视觉检测按计量器具的测量元件与被测零件表面之间是否有机械接触分为接触测量和非接触测量4.按工件上同时被测量的参数的多少分为单项测量和综合测量5.按测量条件在整个测量过程中是否发生变化分为等精度测量和不等精度测量6.按测量在工艺过程中所起的作用分为主动测量和被动测量。影像精密量仪的5大特性:1.选择彩色CCD监控摄像头。2.变镜头焦距物镜和十字线生产器作为测量识别系统软件。3.机器视觉检测数据测量和数据处理系统由二维平面图操作台、光栅尺和数据信息箱组成。4.仪器设备具有多种数据处理方法.显示信息.键入.输出功能,非常好用。

尽管如此,机器视觉集成业务已经蓬勃发展。随着机器视觉组件行业创纪录水平的增长,机器视觉集成行业似乎也显著增长。机器视觉检测一些集成服务的持续需求,甚至所谓的易于使用的组件,是机器视觉实现的基本性质,需要光学和照明的知识,这对标准工业工程学科中不常见的应用领域具有挑战性。然而,机器视觉集成服务需求的持续增长在很大程度上是由于行业对具挑战性的应用程序的持续和不断扩大的需求,需要使用机器视觉技术。可以说,机器视觉集成已经发展起来,就像整个机器视觉行业一样。机器视觉检测在不断扩大的应用基础上提供解决方案,机器视觉集成具有广阔的前景。

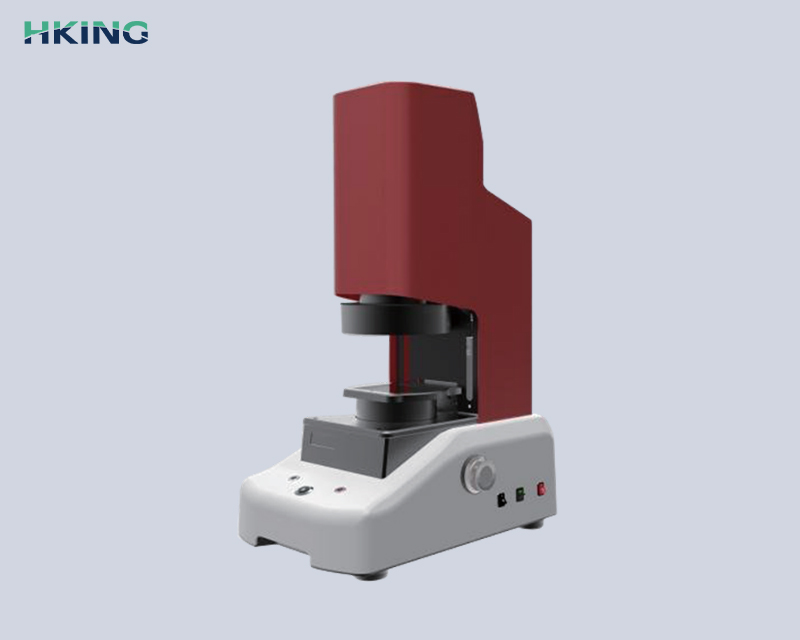
硬件的选型:稳定的图像特征提取是图像分析与图像识别的前提,确保一个稳定的成像传输到图像处理中心才能确保软件处理图像的准确性。机器视觉检测影响成像稳定性的因素有很多,比如周围环境、物体变化、视觉硬件等。视觉测试的硬件选择是一项困难的工作,工程师需要对硬件本身和硬件供应商非常熟悉,并有足够的选择经验。机器视觉检测在实验室运行的机器视觉系统和实际工作场景运行的系统面对的环境是天差地别的。机器视觉检测设备包括光源、镜头、相机、图像采集卡、数据传输、图像处理和测量软件等重要部件。随着各个部件的性能的提升,机器视觉系统的能力也呈指数级增长。
一个产品的生产过程可能包括产品需求确定、产品设计、产品规划、产品工程、生产、销售服务等等多个价值链环节,每个环节可能有不同的企业完成。机器视觉检测所谓的价值链集成就是要把这种在一个企业之中或者多个企业之间的产品从需求分析开始直到销售服务全价值链集成起来,确保个性化的产品能够实现。价值链集成的意义在于,他可以确保即使是生产的个性化产品,也能够在整个价值链上被准确的生产出来。同时,价值链集成把横向集成和纵向集成连接在一起,实现了端到端的价值,从而满足了客户的需求。可以说,机器视觉检测价值链集成是实现客户价值的途径,横向集成和纵向集成是实现这一价值的保证。他们共同组成了智能制造体系。
企业公众号