




企业公众号


手 机:173-5232-8053
电 话:0515-88358012
邮 箱:sales@hkvlink.com
网 址:www.hkvlink.com
地 址:江苏省盐城市盐南高新区新园路100号
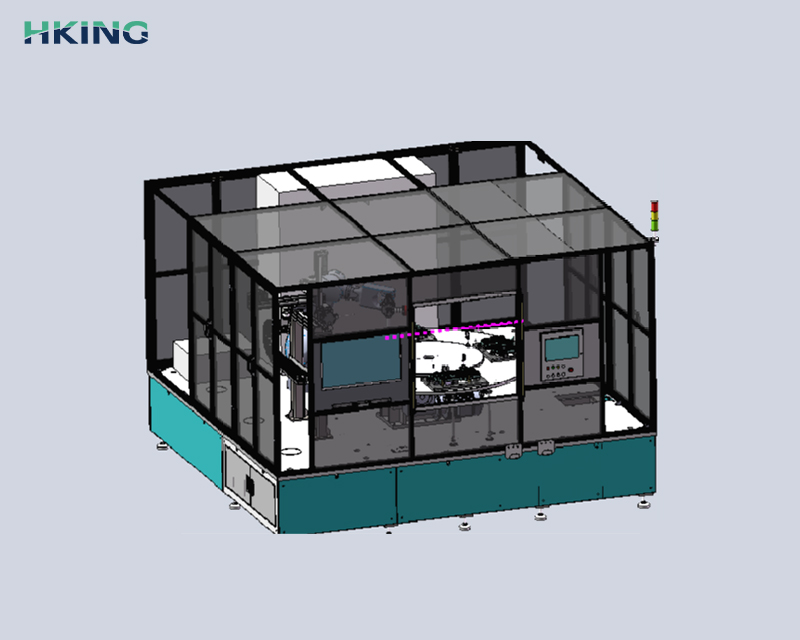
根据工厂纵向系统由三层结构组成:过程控制系统(SFC),生产执行系统(MES),资源规划系统(ERP)。智能工厂是这三层的上下连接,每模块化,共同形成智能平台;同时,构建生产数据中心。这样可以实现智能产品核智能设备之间的数据流,从而实现智能产线检测自动数据采集、自动数据传输、自动数据决策、自动操作、自主故障处理等。横向集成是指集成不同制造阶段的智能系统,包括材料、能源和信息配置(如原材料、生产工艺、产品外部材料、营销等),以及不同公司之间的价值网络配置。水平整合和垂直整合,价值链整合形成智能制造网络。智能产线检测横向整合通过互联网、物联网、云计算、大数据、移动通信等新技术手段,高度整合分布式智能生产资源,构建基于网络的智能工厂的整合。横向集成也是实现价值链集成的基础,没有横向集成,也就没有价值链集成。
机器视觉与图像处理、模式分类和场景分析三个领域密切相关。(1)图像处理主要是根据现有图像获得新图像。由于获得的是图像,其输出结果仍需要分析和解释。(2)模式分类的主要任务是:对“模式”进行分类。这些“模式”是指事物的一组属性或者说特征。通过这些属性特征,智能产线检测将其划归为已知类中的某一类,也就是识别出了这个事物。(3)场景分析的重点是将简单的描述转化为更复杂、更详细、更有利于我们判断或得出结论的描述。智能产线检测这些输出描述深化了输入描述,进一步解释了事物之间的深层联系。

系统的复杂度取决于特定的应用需求。选择一个好的零件,不仅要考虑一个零件的性能(如分辨率、帧率、测量算法等)是否能满足需求。智能产线检测还要考虑系统的环境条件。比如在工业领域,这些环境条件包含部件变化,移载,定位,处理接口,振动,环境光,温度,灰尘,油污,水,电磁辐射等。智能产线检测在极端恶劣条件下,有时候需要将机器视觉组件添加保护措施。典型的例子,有些相机需要在相对洁净环境下使用。但是,通常情况下,工业环境可以直接使用工业相机。就算是稳定的视觉系统,往往会因为外部的影响导致结果很不理想,比如,振动会导致图像模糊失真,而可变的零件会导致得出不同的图像,过长的曝光时间会导致运动物体的图像锐度失真。

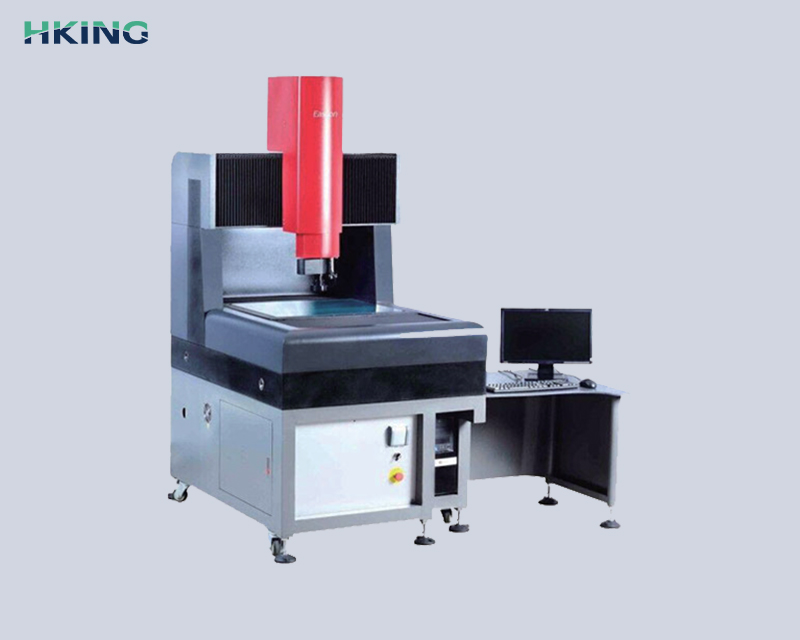
精密量仪的工作行程必须根据工厂要测量的产品的尺寸来确定仪器的工作行程尺寸。智能产线检测如果仪器的工作行程与测量的产品尺寸相比太小,则无法测量工件。如果太大,则为浪费(仪器的工作行程与销售价格直接相关);精密仪表的精度标准是指工厂所需测量的产品的精度(每个仪器制造商的工厂标准和装配标准,甚至仪器的精度会不同)。如果工厂产品的测量精度要求不高,可以选择一般厂家的仪器。如果测量产品的精度要求较高,智能产线检测则需要购买仪器精度高的厂家生产的相关仪器;

典型的工业机器视觉系统包括:光源、镜头(定焦镜头、双镜头、远心镜头、显微镜头)、相机(包括CCD相机和COMS相机)、图像处理单元(或图像捕获卡)、图像处理软件、监视器、通信/输入输出单元等。四个常见应用领域:检测是机器视觉工业领域的主要应用之一,光学筛选机,智能产线检测几乎所有产品都需要检测,人工检测问题较多,人工检测准确性低,工作时间长,准确性不能保证,检测速度慢,智能产线检测容易影响整个生产过程的效率。因此,机器视觉检测设备在图像检测的应用方面也非常的广泛,光学影像筛选机,例如:硬币边沿字符的检测。

生产和制造业的未来。在电子产品生产车间,各种芯片和元件的尺寸已经从几毫米减少到几十毫米,从几微米减少到几十微米。在机器视觉系统的指导下,零件的焊接和组装与生产机器人的操作一样准确。由于零件的尺寸和质量已经减少了几百倍,装配速度大大提高,可以每秒钟完成一次。智能产线检测生产效率提高了100倍。在装配线运行的10秒内,智能产线检测可以生产出一种包含数千个零件的电子产品。工业4.0概念的受益者是中国,制造业的发展是中国的国家战略。2025年中国制造业表明了政府的动机和决心。一旦启动,它将迅速改变局面,中国的工业也将达到一个新的高度。
企业公众号