




企业公众号


手 机:173-5232-8053
电 话:0515-88358012
邮 箱:sales@hkvlink.com
网 址:www.hkvlink.com
地 址:江苏省盐城市盐南高新区新园路100号

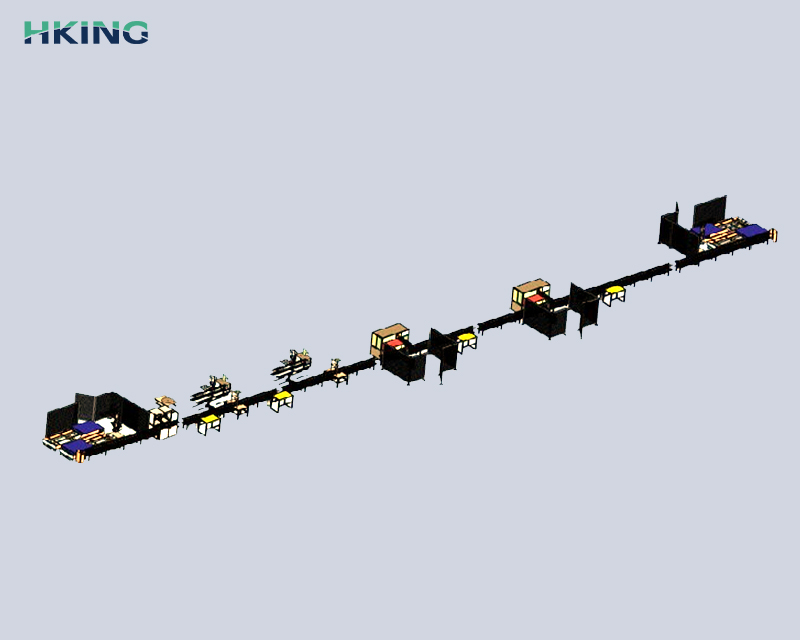
二、智能化产线的特点如下:1.机器视觉检测在生产和组装过程中,可以使用传感器或传感器RFID数据自动采集,实时生产状态通过电子看板显示;2.机器视觉检测可以通过机器视觉和各种传感器进行质量检测,自动清除不合格产品,并收集质量数据SPC分析,找出质量问题的原因;3.能够支持各种类似产品的混合生产和组装,灵活调整工艺,适应小批量生产,.多品种生产模式;4.具有柔性,如果生产线上有设备出现故障,能够调整到其他设备生产;5.针对人工操作的工位,能够给予智能的提示。

1、电池产品检测:电池类产品异物、划痕、压痕、极耳不良、污染、腐蚀、凹点、极耳烧伤、喷码不良、字符模糊等外观缺陷检测;2、PCB电路板检测:PCB电路板产品外形、尺寸、管脚和贴片检测,以及焊点、方向错误等完整性检测;3、机器视觉检测精密部件检测:测量螺钉、轴承、齿轮等精密部件的长度、宽度、高度、直径、划痕、缺陷等表面缺陷;4、电子元件检测:电容、电阻等尺寸测量,PIN针偏移、变形、短缺等缺陷,印刷字符检测等;5、食品包装检验:食品包装外观完整性检验。条形码识别。密封检测;饮料分拣和颜色选择。液体检测,生产日期。机器视觉检测保质期字符识别;灌装线上的空瓶损坏。

2、镜头,镜头是机器视觉系统系统的重要组成部分。镜头的主要参数是焦距,景深,分辨率,工作距离和视场。景深是指镜头获取图像时主体与焦点前后的距离范围。视场表示相机可以观察到的范围,通常从角度表示。一般来说,视野越大,观察范围越大。机器视觉检测工作距离是指镜头与被摄物体之间的距离。工作距离越长,成本越高。3、工业相机,在机器视觉系统中,工业相机必不可少。它们就像人的眼睛,用来捕捉图像。工业相机根据感光器的不同可分为:CCD相机和CMOS相机。CCD相机成本高,但成像质量、成像透明度和色彩丰富度相对较高CMOS相机要好得多。CCD根据它使用的相机CCD感光元件可分为线阵式和面阵式。机器视觉检测线阵式CCD相机采用“线”的形式,并且图像信息只能以行为为单位进行处理,分辨率高、速度快。配套机器视觉系统主要用于工业、科研等领域。整个图像的信息可以一次获得,价格相对便宜。
影像精密量仪是集光学、机械、电子、计算机图像处理技术于一体的高精度、高的工作效率、高可靠性测量仪器。通过光学放大系统放大系统。机器视觉检测摄像系统采集图像特征并发送到计算机后,可以有效地检测各种复杂精密部件的轮廓、表面形状、角度和位置,进行微观检测和质量控制。真实的图像测量仪是基于计算机屏幕测量技术和空间几何操作的强大软件能力。机器视觉检测在安装了特殊的控制和图形测量软件后,计算机成为具有软件灵魂的测量大脑,是整个设备的主体。它可以快速读取光学尺的位移值,并通过基于空间几何的软件模块操作立即得到所需的结果;并在屏幕上生成图形,供操作员比较图像,以便直观地区分测量结果的可能偏差。

1、机器视觉测量采用亚像素级物体曲面扫描方法,满足高质量点云扫描需要。该系统使用高分辨率数字工业摄像机收集图像数据。通过光源在物体表面的条纹,任何复杂表面的密集点云都可以在几秒钟内获得(具体密度取决于被测物体的大小、摄像机的分辨率和测量距离)。一般来说,点距离为0。05-0。5mm),该系统的分辨率从130万到500万像素不等,机器视觉检测可满足不同客户的需求。2、机器视觉测量真彩物体曲面重建方法,视觉测量设备系统采用图像纹理分析与获取技术,在进行三维数据重构的同时保持物体表面真彩显示。3、机器视觉测量全自动拼接方法。根据物体本身的纹理,不同视角的图像数据自动组合在统一的坐标系中,机器视觉检测从而获得三维图像的整体扫描数据。扫描纹理丰富的物体时,系统可以完成拼接功能,不需要在物体表面粘贴任何参考点,大大提高了拼接效率。
4、测量系统的精度至少依赖于硬件设备。整个系统的光学校准模块采用超高精度半导体工艺产品,提高了校准精度。5、机器视觉测量系统设置简单,使用方便,机器视觉检测在三维扫描仪的整体开发过程中,坚持“软件能处理的,决不让用户处理的理念,使整个系统的用户设置参数数量降低。扫描软件的运行期会以更加准确的方式动态计算出所需要的参数值,机器视觉检测不仅避免了用户手动参与的不必要设置工作,而且也使整个系统的适应范围更广,自动化程度更高,人为出错的可能性更低。
企业公众号