




企业公众号


手 机:173-5232-8053
电 话:0515-88358012
邮 箱:sales@hkvlink.com
网 址:www.hkvlink.com
地 址:江苏省盐城市盐南高新区新园路100号
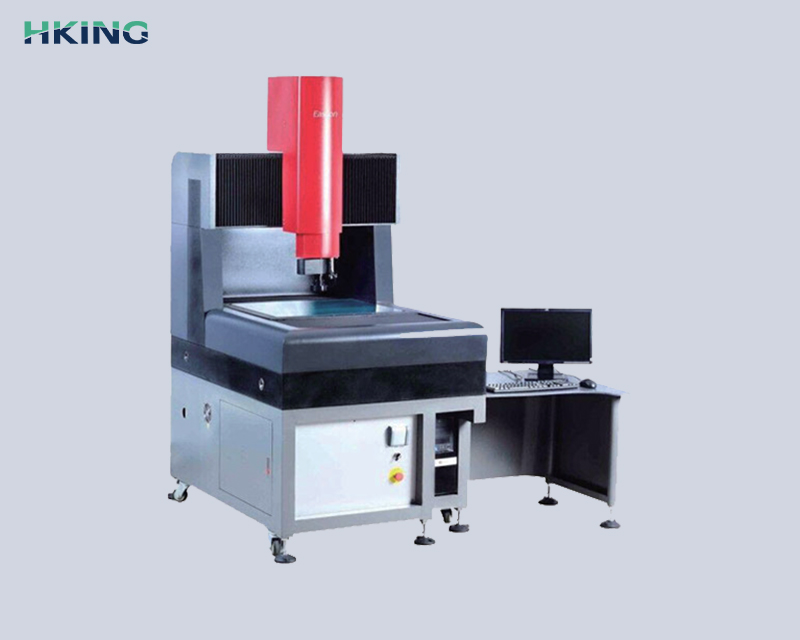
机器视觉系统具有测量功能,可自动测量产品的外观尺寸,如形状轮廓、孔径、高度、面积等。尺寸测量是产品生产过程和产品生产后质量检验的重要步骤,机器视觉在尺寸测量方面具有独特的技术优势。工业视觉测量技术(或数字近场摄影测量技术)是一种三维视觉测量技术,机器视觉检测其星系统结构简单,移动方便,数据采集快捷方便,操作方便,测量成本低,在线实时三维测量潜力,特别适合三维空间点、尺寸或大型工件轮廓的检测。这种非接触测量方法不仅可以避免对被测物体的损坏,而且适用于高温、高压、流体、环境危险等不可接触的情况;同时,机器视觉系统可以同时测量多个尺寸,从而实现测量工作的快速完成,适合在线测量;机器视觉检测对于小尺寸测量,它是机器视觉系统的优势所在。它可以利用高倍透镜放大被测物体,使测量精度达到微米以上。

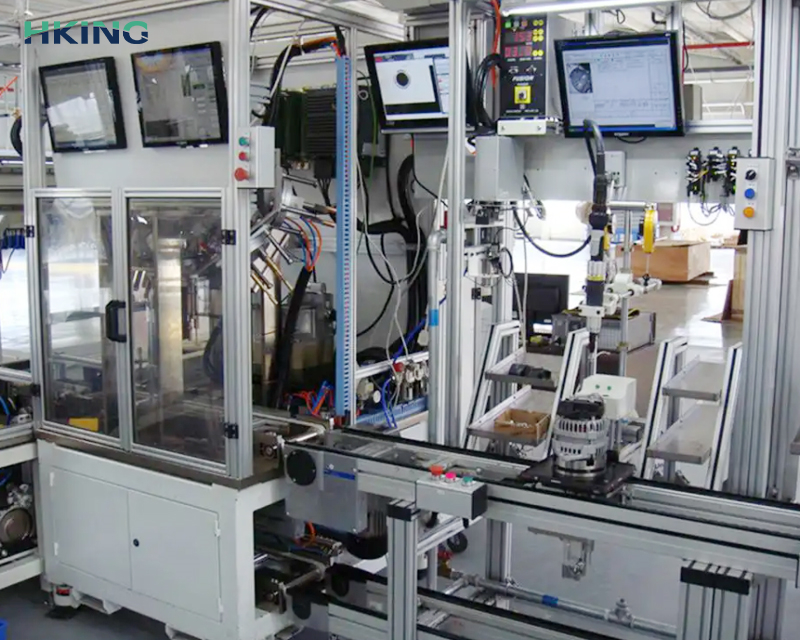
中国制造业经历了机械化、自动化、数字化等发展阶段,建立了完整的制造体系和制造基础设施,在全球产业链中发挥着重要作用。这使中国具可能实现智能装备制造,推动全球产业链改革。一是取得了一大批相关的基础研究成果,机器视觉检测掌握了长期制约我国产业发展的部分智能装备制造技术,如机器人技术、感知技术、复杂制造系统、智能信息处理技术等。初步形成了以新型传感器、智能控制系统、工业机器人、自动化生产线为代表的智能设备制造产业体系。二是我国制造业数字化具备一定的基础。目前指定规模以上的工业企业在研发设计中应用数字工具的渗透率已达54%,机器视觉检测生产线上数控设备的比例已达30%。

在现代自动化生产过程中,机器视觉逐渐取代了人工视觉,机器视觉检测特别是在工况检测、成品检验、质量控制等领域。随着工业4.随着0时代的到来,这一趋势不可逆转。机器视觉系统由不同的功能模块组成,因此机器视觉检测设计出一个成功的机器视觉系统对工程师的要求是很高的。机器视觉一般涵盖以下专业领域:1、电气工程:机器视觉系统中的硬件和软件设计。2、工程数学:图像处理技术的基础。3、物理:照明系统设计的基础。4、机械工程:机器视觉系统的应用。良好的机器视觉系统能更好地为制造业提供更多的技术支持,从而提高产品质量和生产效率。

然而,与发达国家相比我国还有较大差距,机器视觉检测体现在以下几个方面:一是智能设备制造基础理论和技术体系建设滞后。目前,我国主要关注智能设备制造技术跟踪和技术引进,基础研究能力相对不足,引进机器视觉检测技术消化吸收不足,缺乏原创创新;控制系统、系统软件等关键技术环节薄弱,技术系统不完整。二是我国智能设备制造的数字化发展基础相对薄弱,制造业的整体发展仍处于机械自动化向数字化自动化的过渡阶段。如果德国工业4.0作为参照系,比较一致的观点是,中国总体上还是2.0时代,一些企业正在向3.0时代迈进。
视觉定位要求机器视觉系统能够快速准确地找到被测零件并确认其位置。在半导体包装领域,设备需要根据机器视觉获取的芯片位置信息调整拾取头,准确拾取芯片并绑定,这是机器视觉工业领域视觉定位基本的应用。事实上,物体分拣应用是基于识别和检测后的一个环节,机器视觉检测通过机器视觉系统处理图像,实现分拣。在机器视觉工业应用中常用于食品分拣、零件外貌瑕疵自动分拣、棉花纤维分拣等。机器视觉上游有光源、镜头、工业相机、图像采集卡、图像处理软件等硬件和软件供应商,中游有集成和机器设备供应商,下游应用广泛,机器视觉检测主要下游市场包括电子制造业、汽车、印刷包装、烟草、农业、医药、纺织运输等领域。
1、电池产品检测:电池类产品异物、划痕、压痕、极耳不良、污染、腐蚀、凹点、极耳烧伤、喷码不良、字符模糊等外观缺陷检测;2、PCB电路板检测:PCB电路板产品外形、尺寸、管脚和贴片检测,以及焊点、方向错误等完整性检测;3、机器视觉检测精密部件检测:测量螺钉、轴承、齿轮等精密部件的长度、宽度、高度、直径、划痕、缺陷等表面缺陷;4、电子元件检测:电容、电阻等尺寸测量,PIN针偏移、变形、短缺等缺陷,印刷字符检测等;5、食品包装检验:食品包装外观完整性检验。条形码识别。密封检测;饮料分拣和颜色选择。液体检测,生产日期。机器视觉检测保质期字符识别;灌装线上的空瓶损坏。
企业公众号