




企业公众号


手 机:173-5232-8053
电 话:0515-88358012
邮 箱:sales@hkvlink.com
网 址:www.hkvlink.com
地 址:江苏省盐城市盐南高新区新园路100号
机器视觉系统具有测量功能,可自动测量产品的外观尺寸,如形状轮廓、孔径、高度、面积等。尺寸测量是产品生产过程和产品生产后质量检验的重要步骤,机器视觉在尺寸测量方面具有独特的技术优势。工业视觉测量技术(或数字近场摄影测量技术)是一种三维视觉测量技术,机器视觉检测其星系统结构简单,移动方便,数据采集快捷方便,操作方便,测量成本低,在线实时三维测量潜力,特别适合三维空间点、尺寸或大型工件轮廓的检测。这种非接触测量方法不仅可以避免对被测物体的损坏,而且适用于高温、高压、流体、环境危险等不可接触的情况;同时,机器视觉系统可以同时测量多个尺寸,从而实现测量工作的快速完成,适合在线测量;机器视觉检测对于小尺寸测量,它是机器视觉系统的优势所在。它可以利用高倍透镜放大被测物体,使测量精度达到微米以上。

然而,与发达国家相比我国还有较大差距,机器视觉检测体现在以下几个方面:一是智能设备制造基础理论和技术体系建设滞后。目前,我国主要关注智能设备制造技术跟踪和技术引进,基础研究能力相对不足,引进机器视觉检测技术消化吸收不足,缺乏原创创新;控制系统、系统软件等关键技术环节薄弱,技术系统不完整。二是我国智能设备制造的数字化发展基础相对薄弱,制造业的整体发展仍处于机械自动化向数字化自动化的过渡阶段。如果德国工业4.0作为参照系,比较一致的观点是,中国总体上还是2.0时代,一些企业正在向3.0时代迈进。
影像精密量仪是一种新科技、高精度的电子光学测试仪器,它是一种由高分辨率CCD五颜六色摄像镜头、持续变倍物镜、彩色显示器、视頻十字线显示屏、高精密光栅尺、智能数据信息CPU、数据信息测量手机软件与精密加工操作台构造构成的高精度电子光学影像测量仪器。下面和大家分享关于影像精密量仪的特性以及6种测量方法的内容:机器视觉检测测量方法是指测量时所采用的测量原理,计量器具和测量条件的综合,机器视觉检测它可以从不同的角度进行分类。1.按获得测量结果的方法分为直接测量格间接测量

不过,对不需要集成的机器视觉系统的需求肯定很高。机器视觉应用的易用性一直是用户的痛点,也是市场上组件和软件制造商的目标。在20世纪80年代中期,机器视觉检测许多机器视觉组件开始出现,它们不需要低级编程和用户界面,这使得工具更容易配置。智能相机技术在20世纪90年代的爆炸式发展,巩固了机器视觉的易用性。其结果是:许多要求较低的机器视觉应用程序可以使用只需要很少配置甚至不需要配置的组件来解决。机器视觉检测发布或引入了一些新组件,声称机器视觉任务的粗略配置可以消除某些应用。

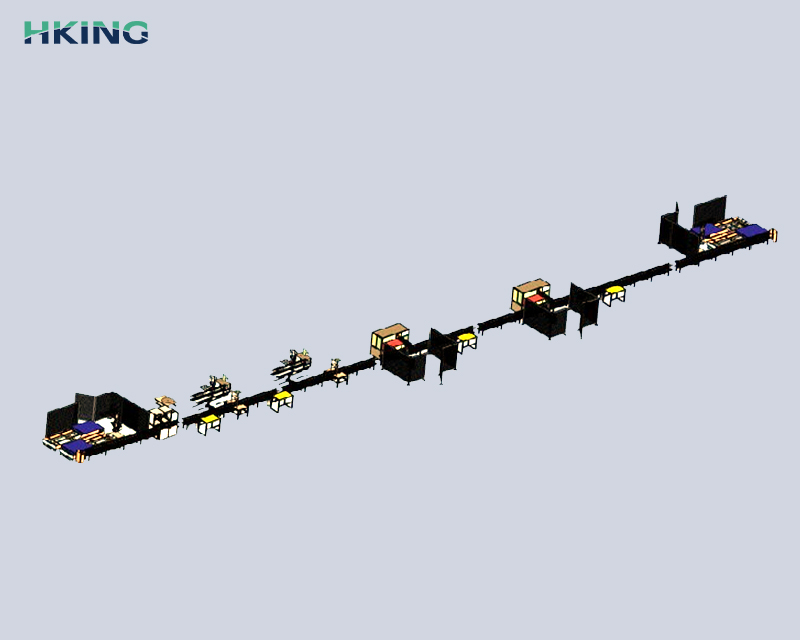
完整的机器视觉系统通常由光学系统、图像采集单元、图像处理单元、执行器和人机界面组成。功能模块是相辅相成的,缺一不可。1、照明(光源)照明是影响机器视觉系统输入的重要因素。光源系统的设计与输入数据直接相关,即图像质量和应用效果。工程师需要首先确定有效的照明条件,并根据用户的需要和产品的特点选择相应的照明设备,机器视觉检测以确保在此照明条件下产生的图像能够突出显示用户所需的目标信息特征。光源通常分为可见光源和不可见光源。工业上通常使用的可见光源是LED,卤素灯,荧光灯等。机器视觉检测不可见光源主要是近红外光,紫外光,X射线等。LED光源是一种广泛应用于教学的机器视觉光源,具有效率高、使用寿命长、防潮、抗震、节能环保的特点。这是工程师在设计照明系统时的选择。由于不可见光的穿透只能到达检测点,不可见光源主要用于满足管道焊接工艺等特定需要。
振动:大多数工业相机都进行了防振处理,机器人和轨道电缆可以很好地影响相机的移动。锁定的连接器可以避免相机受到振动。机器视觉检测具有良好的稳定保护机制的耐用PC和嵌入电脑。定焦镜头利用金属接口锁定螺丝确保了不受振动影响。滤光片一定程度上保护了镜头。环境光:日用滤光片可改变光线进入传感器的信息,从而避免受到环境光的影响。机器视觉检测采用高亮度调制光源,减少传感器曝光时间,减少光圈,减少环境光的影响。可见光的影响可以通过使用红外等波长的相机来降低。
企业公众号